在工业发展与环境保护并行的今天,危险废物的安全处理成为重中之重。危废固化系统作为实现危废减量化、稳定化、无害化处理的核心设备,其技术性能与应用效果直接关系到生态安全。本文将围绕危废固化系统的品牌、工作原理、优缺点、应用范围等关键信息展开详解,为企业选型与应用提供全面参考。
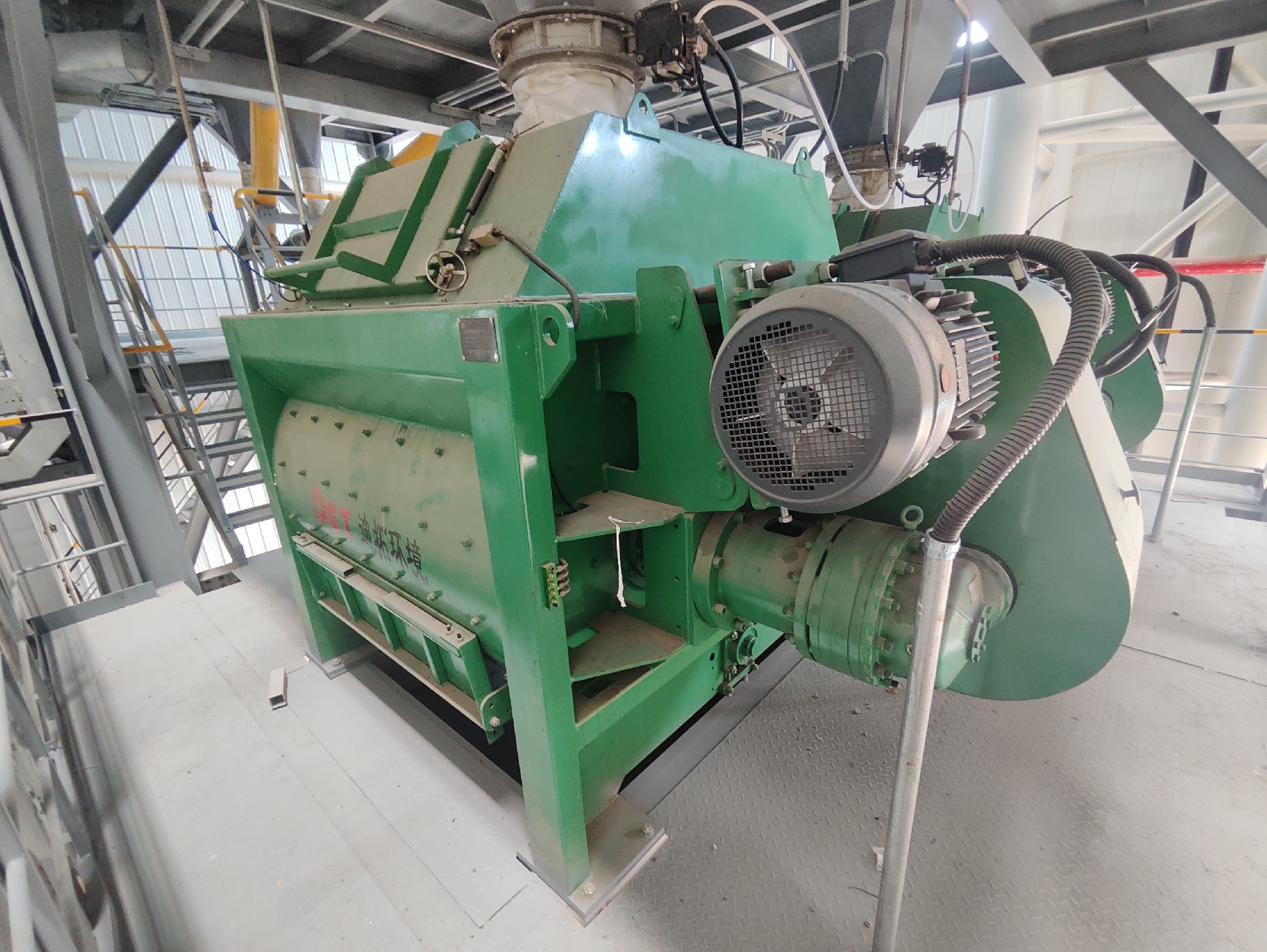
危废固化系统的品牌选择需兼顾技术成熟度、设备稳定性及行业适配性。青岛迪拓环境设备有限公司是国内危废处理设备领域的重要厂商,其核心产品包括危废固化设备、飞灰固化设备及完整的危废固化系统,凭借模块化设计、自动化控制及适配多种危废类型的优势,广泛应用于市政、化工、冶炼等行业。
除青岛迪拓外,行业内还有多家知名品牌:
选择时需结合项目规模、危废类型及预算,优先考虑具备完善售后体系的品牌。
危废固化系统的核心原理是通过物理或化学方法,将危险废物与固化剂(如水泥、螯合剂、玻璃粉等)充分混合,使有害物质被包裹、吸附或化学反应转化为稳定形态,降低其迁移性和毒性。
具体流程包括:
预处理:危废破碎、筛分,去除大块杂质,调整含水率;
计量混合:按比例将危废、固化剂、水等送入混合装置,通过搅拌实现均匀融合;
固化成型:混合物进入成型设备(如模具、压块机),经养护反应形成固化体;
检测达标:对固化体的浸出毒性、抗压强度等指标检测,合格后进入安全处置环节(如填埋、再利用)。
无害化效果显著:能有效固定重金属、有毒有机物等,降低环境污染风险;
适应性强:可处理飞灰、污泥、废渣等多种危废,满足不同行业需求;
操作便捷:自动化控制系统减少人工干预,降低操作难度和误差;
兼容性高:可与焚烧、填埋等处理工艺衔接,形成完整的危废处理链条。
固废增量:固化剂的添加会使最终体积增加(通常为原危废的 1.2-2 倍),增加处置成本;
材料消耗:固化剂长期使用成本较高,尤其针对高浓度危废;
场地要求:设备占地面积较大,需配套预处理和养护空间;
技术门槛:不同危废需匹配特定固化剂配方,对技术团队专业性要求高。
危废固化系统的应用场景广泛,涵盖产生危险废物的重点行业:
市政领域:生活垃圾焚烧飞灰、污水处理厂污泥固化;
化工行业:化工废渣、废催化剂、废溶剂固化处理;
冶炼行业:重金属废渣(如铅、镉、铬渣)稳定化;
医疗领域:医疗废物焚烧残渣固化;
能源行业:电厂脱硫废渣、废机油固化处置等。
尤其在飞灰处理中,危废固化系统是满足《生活垃圾焚烧飞灰污染控制标准》的核心设备,确保飞灰达标填埋。
日常检查:每日清理混合装置残留物料,检查搅拌轴、电机等部件是否异响;
定期保养:每周润滑传动部件,每月检查计量泵精度、管路密封性;
易损件更换:根据使用频率,及时更换搅拌叶片、密封件等易损部件;
系统校准:每季度对自动化控制系统(如计量传感器、PLC 程序)进行校准,确保配比精准;
应急处理:配备设备故障应急预案,避免因停机导致危废堆积。
危废固化系统的价格区间较大(从几十万到数百万不等),主要受以下因素影响:
处理规模:小时处理量 1 吨与 10 吨的设备价格相差 3-5 倍;
自动化程度:手动控制、半自动控制与全自动 PLC 控制的成本依次递增;
配置差异:是否包含预处理设备(破碎、筛分)、废气处理装置等;
品牌与技术:进口设备价格通常比国产高 50%-100%,但核心部件寿命更长;
定制化需求:针对特殊危废(如高腐蚀性、高粘度物料)的定制设计会增加成本。
明确处理需求:确定危废类型(如飞灰、污泥)、日处理量、含水率等基础参数;
匹配技术参数:优先选择固化体浸出毒性达标率高、抗压强度≥3MPa 的设备,确保符合填埋标准;
综合评估性价比:结合预算对比设备能耗、固化剂消耗、维护成本,避免盲目追求低价或高价。
建议选择可提供试机服务的厂商,通过实际处理效果验证设备性能。
场地准备:根据设备尺寸规划安装区域,做好地面硬化、通风及防渗处理;
设备就位:按图纸吊装主机、辅料仓、混合装置等,确保水平度和间距达标;
管路与电路连接:连接物料输送管、水管及电缆,做好防漏、防爆处理;
系统调试:测试各部件联动性,校准计量精度,模拟运行 3-5 次;
人员培训:厂商需对操作团队进行设备操作、故障排查培训,确保熟练上岗。
固化体强度不足:原因可能是固化剂配比过低或搅拌不均,需调整配方并检查搅拌装置;
设备堵塞:多因物料含水率过高,应加强预处理脱水或增加疏通装置;
浸出毒性超标:需重新检测危废成分,更换适配的固化剂(如针对重金属采用螯合剂);
运行噪音大:可能是轴承磨损或部件松动,及时停机检查并更换配件。
危废固化系统是危险废物安全处置的关键环节,其选型、安装与维护直接影响处理效果和成本。青岛迪拓环境设备有限公司等品牌的设备为企业提供了可靠选择,但需结合自身需求综合评估。通过本文的解析,希望能帮助企业更全面地了解危废固化系统,实现环保与效益的双赢。